
What is Pharmaceutical?
The term "pharmaceutical" refers to the science, industry, and practice of discovering, developing, manufacturing, and distributing drugs and medications designed to prevent, diagnose, treat, or cure diseases in humans and animals. At its core, pharmaceuticals involve a complex interplay of chemistry, biology, pharmacology, and engineering to create safe and effective therapeutic products. This process typically begins with drug discovery—often through screening natural compounds or designing synthetic molecules—and progresses through preclinical testing, clinical trials, regulatory approval, and large-scale manufacturing.
The Pharmaceutical Development Process
Drug Discovery
Modern drug discovery often utilizes high-throughput screening to test thousands of compounds against specific biological targets, such as enzymes or receptors involved in disease pathways. Computational chemistry also plays a pivotal role, using computer models to predict how molecules might interact with target proteins, accelerating the identification of potential drug candidates. Natural sources remain important too; for example, the cancer drug Taxol was originally derived from the Pacific yew tree, while many antibiotics come from microorganisms.
Preclinical Testing
Before entering human trials, potential drugs undergo extensive testing in laboratories and animal models. This phase evaluates the drug's efficacy, toxicity, and pharmacokinetics—how the body absorbs, distributes, metabolizes, and excretes the compound. Key tests include acute toxicity studies (to determine lethal doses), subchronic toxicity studies (to assess effects of repeated dosing), and pharmacodynamic assays to measure the drug's biological activity.
Clinical Trials
Clinical trials are conducted in three phases to evaluate safety and efficacy in humans:
- Phase I: Small-scale trials (20–100 participants) to test safety, dosage ranges, and side effects.
- Phase II: Larger trials (100–300 participants) to assess effectiveness and monitor side effects in patients with the target disease.
- Phase III: Extensive trials (300–3,000+ participants) to confirm efficacy, compare against existing treatments, and collect long-term safety data.
Manufacturing and Distribution
Once approved by regulatory agencies like the FDA or EMA, drugs enter commercial manufacturing. This involves formulating the active pharmaceutical ingredient (API) into a final dosage form—such as tablets, capsules, injections, or creams—and packaging it for distribution. Strict quality control measures, including sterility testing for injectables and dissolution testing for oral medications, ensure product consistency and safety.
Blister Packing Machine and Pharmaceutical Packaging Technologies
Blister Packing Machines: Function and Design
Blister packing is a widely used pharmaceutical packaging method that encases tablets, capsules, or other solid dosage forms in a plastic "blister" sealed to a foil backing. Blister packing machines automate this process, typically consisting of several key components:
- Forming Station: Heats a plastic film (often PVC, PET, or a PVC-PET blend) and molds it into cavity shapes using a die and vacuum pressure.
- Filling Station: Accurately places drugs into the formed blisters, often using robotic arms or vibratory feeders.
- Sealing Station: Bonds the filled blister to a printed aluminum foil using heat and pressure, creating a hermetic seal that protects the product from moisture, oxygen, and contamination.
- Cutting Station: Trims the blister sheet into individual packages or strips, ready for labeling and distribution.
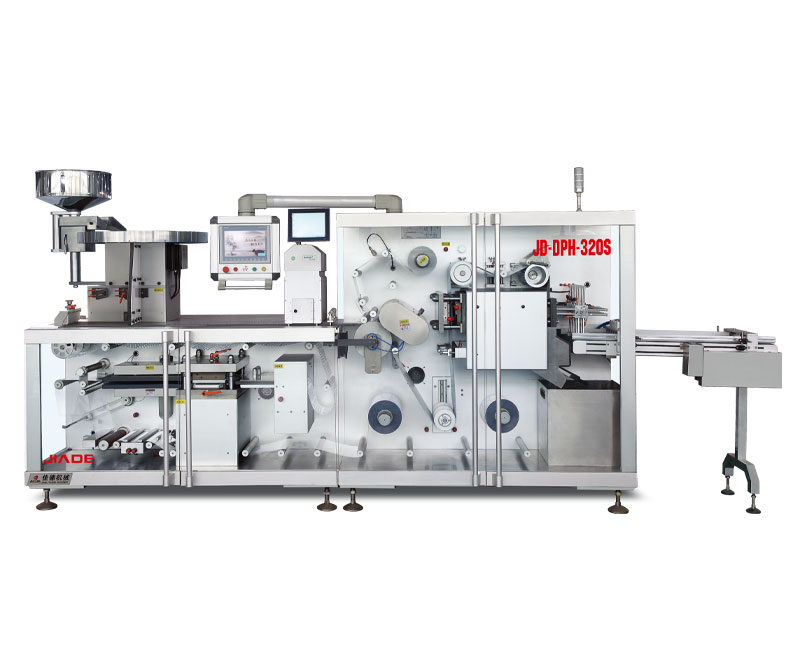
Modern blister machines can achieve speeds of up to 500 blisters per minute, with advanced models incorporating real-time quality control systems that use cameras to inspect each blister for missing pills, seal defects, or misalignments. Some machines are also designed for "cold forming," which uses a laminate of aluminum and plastic to create blisters without heat, suitable for heat-sensitive medications.
Other Pharmaceutical Solutions: Packaging Excellence
1. Cartoning Machines
These Automatic Cartoning Machines automatically fold and seal cardboard cartons, inserting blister packs, leaflets, and other inserts. High-speed cartoners can process over 300 cartons per minute, often integrating barcode scanners to verify product information and ensure compliance with serialization requirements.
2. Vial Filling and Sealing Machines
Used for liquid or lyophilized (freeze-dried) medications, these machines accurately fill glass vials with precise volumes, insert rubber stoppers, and crimp on aluminum seals. Aseptic filling lines for injectable drugs operate under sterile conditions, using isolators to minimize human contact and contamination risks.
3. Tube Filling Machines
Common for creams, ointments, and gels, these machines fill plastic or metal tubes, seal the ends, and apply labels. Some models can handle multiple tube sizes and include features like anti-drip nozzles and date coding systems.
4. Bottle Filling and Capping Machines
For oral solid dosages, these systems count pills or capsules into bottles, add desiccants to absorb moisture, apply caps, and sometimes include induction sealing to create a tamper-evident barrier. Automatic labelers then apply product information and regulatory warnings.
√ Meeting the stringent demands of the pharmaceutical industry. Our Pharmaceutical Solutions ensure product integrity, compliance, and optimal presentation.
Pharmaceutical Packaging Regulations and Innovations
Packaging in the pharmaceutical industry must comply with strict regulations to ensure product safety and traceability. For example, the US Drug Supply Chain Security Act (DSCSA) mandates serialized barcodes on packages to prevent counterfeiting, while the EU's Falsified Medicines Directive (FMD) requires tamper-evident seals and a unique identifier on all prescription drug packages.
Innovations in pharmaceutical packaging include:
- Smart Packaging: Incorporating RFID tags or QR codes for real-time tracking of drug shipments and expiration dates.
- Child-Resistant Packaging: Special closures that are difficult for children to open but accessible to most adults, commonly used for medications like painkillers.
- Environmental Sustainability: Development of biodegradable blister films (e.g., plant-based polymers) and recyclable packaging materials to reduce plastic waste in the pharmaceutical supply chain.
Conclusion
The pharmaceutical industry's journey from drug discovery to packaged product exemplifies the fusion of scientific rigor and technological innovation. Blister packing machines and other packaging technologies play a critical role in this process, ensuring medications remain safe, effective, and accessible throughout their lifecycle. As regulatory demands evolve and sustainability becomes a priority, the pharmaceutical sector continues to adapt, driving advancements that balance patient safety with environmental responsibility.




